

Юрий Ложечко
Директор по науке
Зарегистрирован: 04.11.2018
Опубликованные статьи: 10
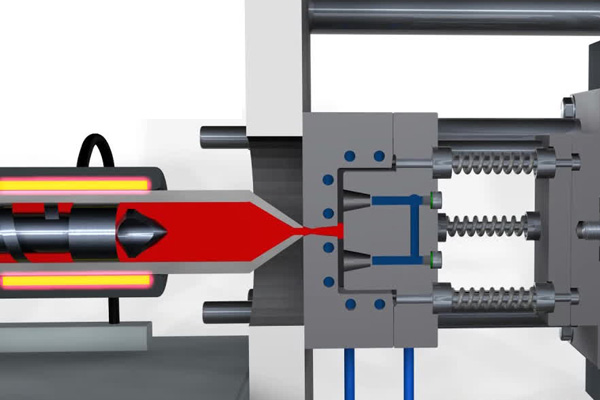
При поступлении гранул в цилиндр литьевой машины протекают следующие основные процессы:
- транспортирование гранульно-воздушной смеси с первичной плотностью 0,5-0,6 г/см3 вращающимся шнеком с постепенным нагревом, пластикацией и гомогенизацией в межвитковом пространстве;
- предварительное уплотнение расплава в цилиндре на этапе загрузки до 150-200 кс/см2 с одновременной дегазацией от межгранульного воздуха, паров воды и других летучих при использовании трехзонных шнеков с отношением L/D = 20-24 и степенью сжатия 2,1-2,5;
- сжатие расплава в предмундштуковой зоне цилиндра до 600- 2000 кг/см2 при поступательном движении шнек-поршня и впрыск сильно сжатого расплава через мундштук и литник в относительно холодную литьевую форму;
- заполнение полости формы сопровождается неизотермическим течением расплава полимера в условиях высоких скоростей сдвига;
- ориентация макромолекул, интенсивная теплоотдача от полимера к форме с застыванием материала в высокоориентированном состоянии особенно в приповерхностном слое;
- уплотнение расплава при впрыске и подпитке;
- отверждение до твердого состояния аморфных полимеров и кристализация частично кристаллизующихся при высоком давлении и интенсивном охлаждении с формированием во всех случаях многослойной структуры по сечению отливки;
- окончательное затвердевание отливки с возрастанием плотности, уменьшением объема и связанной с этим литьевой усадкой, формирование окончательной анизотропной структуры;
- постлитьевое охлаждение отливки после выталкивания из формы сопровождаемое дополнительной усадкой, короблением и частичной релаксацией остаточных напряжений.
Пластикация полимера со снижением вязкости при нагреве происходит при одновременном смешении с красителями и другими добавками прямо в цилиндре. Нагрев ведется постепенно, а не резким нагревом в первой зоне во избежание возникновения пробки из подплавленных гранул в зоне загрузки, которая может препятствовать как транспортированию гранул вдоль цилиндра, так и выходу межгранульного воздуха через загрузочное отверстие.
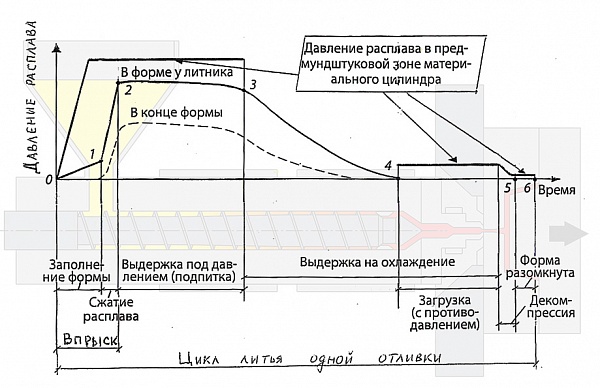
Уплотнение полимера необходимо по двум причинам. Во-первых, в цилиндре необходимо увеличить плотность среды примерно в 2 раза, во-вторых, в форме для компенсации объемной и линейной усадки, подавления утяжин и вакуолей требуются давления расплава в несколько сотен атмосфер. Характер изменения давления расплава за цикл при традиционном литье показан на диаграмме.
О других разновидностях технологии литья под давление читайте в моём обзоре: Разновидности технологии литья под давлением термопластов








