

Юрий Ложечко
МНПЦ
Заместитель директора по науке
Зарегистрирован: 04.11.2018
Опубликованные статьи: 11
Все пластмассовые литьевые детали после выталкивания из формы имеют в своем объеме неоднородную структуру с определенным уровнем остаточно-напряженного состояния определяющим эксплуатационные свойства деталей-отливок. Качественно распределение по сечению упругих остаточных напряжений и степени ориентации сходно для всех отливок независимо от вида полимера. Величина остаточных напряжений упругого характера и высокоэластическая молекулярная ориентация зависят от ряда факторов: марки термопласта, толщины отливки, технологических параметров литья (температура литья, температура формы, скорость впрыска, давление литья, время выдержки под давлением, время на охлаждение и др.).
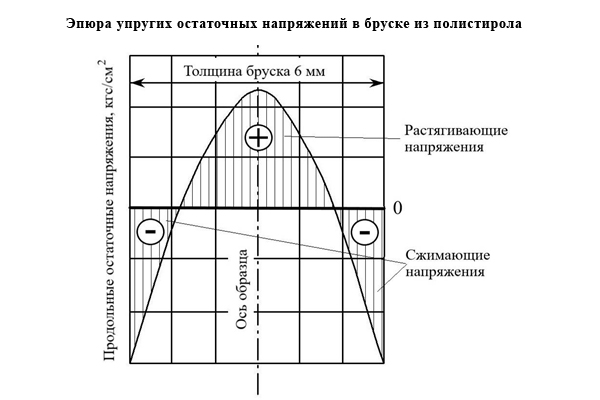
Упругие остаточные напряжения по сечению отливки взаимно уравновешены — всегда сжимающие в поверхностных областях и растягивающие в срединных слоях. Более опасны в период эксплуатации остаточные растягивающие напряжения, т.к. на их величину снижаются напряжения от эксплуатационных нагрузок и деталь преждевременно разрушается.
Замороженная ориентация макромолекул полимера имеет как положительные, так и отрицательные последствия. Вдоль течения и ориентации прочность на растяжение в деталях-отливках увеличивается, но поперек течения прочность на растяжение уменьшается — это явление, так называемая анизотропия свойств, должна учитываться конструкторами деталей, конструкторами оснастки, пользователями деталей. Разница разрывной прочности деталей-отливок вдоль и поперек литья может достигать 2-3 раз, хотя в исходном изотропном полимере механические свойства одинаковы в любом направлении. Анизотропия проявляется и в усадке, и в ударной прочности, и в других свойствах.
Настоящая публикация посвящается методическим аспектам остаточно-напряженного состояния отливок из пластмасс — терминологии и методам определения упругой и высокоэластической составляющих. В дальнейшем планируется познакомить читателей последовательно с материальными, конструктивными и технологическими вопросами, влияющими на регулирование составляющих остаточно-напряженного состояния отливок в нужном направлении.
Остаточно-напряженное состояние отливок характеризуется двумя составляющими: упругой и высокоэластической деформациями полимера. Пластическая деформация, которой полимер подвергается при пластикации в цилиндре и при течении расплава в форме у готовой детали отсутствует и остаточной деформацией не является.
Упругая остаточная деформация возникает и фиксируется в объеме детали по мере полного заполнения формы на стадиях выдержки под давлением и выдержки на охлаждение и связана с неравномерным распределением температуры по толщине отливки при застывании полимера.
Остаточные напряжения (residual stresses – англ.) — этот термин наиболее точно отражает наблюдающееся состояние полимера в отливке. Сжимающие (знак –) и растягивающие (знак +) остаточные напряжения взаимоуравновешены по объему литьевой детали и при удалении части детали происходит перераспределение напряжений, приводящее к новому состоянию равновесия. Происходящая и измеренная при этом упругая деформация основной части детали после умножения на модуль упругости Е позволяет количественно определить величину и знак остаточных напряжений в удаленном слое.
В технической литературе и на практике часто используется термин термические напряжения, подразумевающий явление, более точно характеризуемое термином остаточные термические напряжения или сокращенно остаточные напряжения, причиной которых является неравномерность температурного поля по толщине по мере охлаждения. Не все термические напряжения являются остаточными. Термические напряжения в широком плане могут быть временными (исчезающие после выравнивания температуры по объему) и остаточными. При этом слово термические указывает на причину, а слово остаточные — на следствие.
Представляется, что термин внутренние напряжения (internal stresses – англ., innere Spanungen – нем.) сейчас используется не совсем обосновано. Это словосочетание по итогам научно-технической дискуссии еще в 50-х годах признано Комитетом по терминологии АН СССР нерекомендуемым к использованию, рекомендовав использовать термин остаточные напряжения.
Высокоэластическая остаточная деформация возникает на этапе впрыска расплава под действием напряжений сдвига, вызывающих ориентацию макромолекул полимера, которая замораживается в результате неизотермического течения. В практике литья при описании этого явления используется термин ориентация (в %) или степень ориентации (в %).

Ориентационные напряжения — часто используемое словосочетание рассматривается мной как неточное и даже ошибочное, т.к. в размерности напряжений (кг/см2 или МПа/см2), так называемые «ориентационные напряжения» не используются. Все оценки в этом случае производятся в %, пересчета высокоэластических ориентационных деформаций на напряжения не существует.
При изготовлении литьевых деталей с закладными металлическими элементами возникают остаточные напряжения армирования, механизм формирования которых отличается в виду существенно различающихся коэффициентов линейного термического расширения металла и полимера, а не из-за неравномерного температурного поля. Частный случай остаточных напряжений армирования это микронапряжения в литьевых изделиях из стеклонаполненных пластмасс.
Для краткости — остаточно-напряженное состояние литьевых пластмассовых изделий характеризуется двумя составляющими (терминами): остаточные напряжения (кг/см2 или МПа/см2) и ориентация (%); допустимо использование термина термические напряжения, термин ориентационные напряжения по сути ошибочен.
Продолжение: Часть 2.Методы определения остаточных напряжений и степени ориентации литьевых пластмассовых изделий
На заставка фото с сайта erturkkalip.com.tr.







