

Игорь Корнилов
Заместитель генерального директора
Зарегистрирован: 03.07.2019
Опубликованные статьи: 3

Очень часто мы слышим вопрос, можно ли обойтись без покупки новой запчасти, восстановив ее наплавкой металла на изношенную часть?
Те, кому приходится эксплуатировать различного рода механизмы, иногда сталкиваются с необходимостью наплавить металл в том или ином месте изношенной детали, будь то разбитая втулка подшипника, разбитое посадочное гнездо, истертая в процессе эксплуатации поверхность шнека и так далее. Во всех этих вариантах можно обойтись без покупки новой зачасти (детали), восстановив ее способом наплавки металла на изношенную часть. Данного рода услуги предлагает ООО «Научно-техническая фирма НТВ».
Восстановление деталей наплавкой позволяет не только вернуть номинальные параметры (свойства детали), но и придать ей иной раз совершенно новые ценные качества (в результате смешивания основного и присадочного (наплавляемого) слоев при наплавке).
Применяются различные способы восстановления деталей из металла – аргонно-дуговая, газовая, электрошлаковая, индукционная, плазменная, импульсно-дуговая, вибродуговая, порошковая и полуавтоматическая наплавки. Наибольшее распространение получили полуавтоматическая и аргонно-дуговая наплавки.

Процесс зачистки облоя после наплавки гребней шнека
Материалы для наплавки существуют в различных формах. Это могут быть присадочные прутки, порошкообразные смеси, наплавочные покрытые электроды, порошковая и цельностержневая проволока. В полуавтоматической и аргонно-дуговой наплавке применяются в основном присадочные прутки и порошковая, а также цельностержневая проволока.
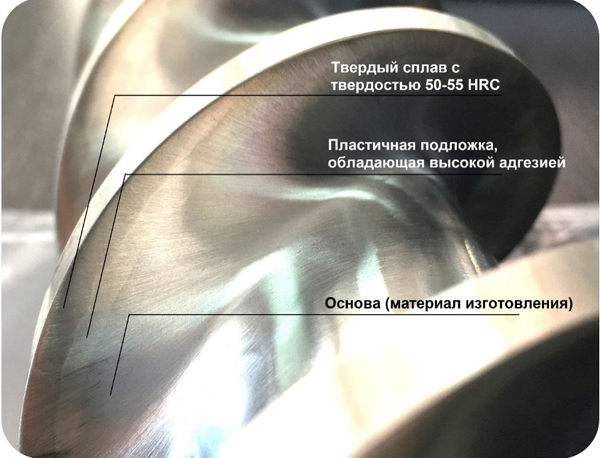
Таким образом, если мы рассматриваем именно ремонт шнеков, то после проведения ремонта наплавкой шнек получается биметаллическим, так как наплавочный материал имеет характеристики отличные от характеристик родного материала.
В чем отличие нового азотированного шнека от шнека, восстановленного методом наплавки?
Самое главное отличие биметаллического шнека (восстановленного или изготовленного) от азотированного заключается в толщине упрочняющего слоя. Величина упрочняющего слоя на шнеке при азотировании составляет максимум 0,80 мм на диаметр. При этом, величина упрочняющего слоя на шнеке после наплавки по технологии «Научно-техническая фирма НТВ» составляет 4,00 мм на диаметр, что значительно больше, чем при азотировании.

Шлифование гребней шнека по наружному диаметру
Твердость сплавов после наплавки составляет 50–60 HRC. Обращаем Ваше внимание на то, что высокая твердость наплавляемых материалов на гребни шнека не является определяющим и единственным фактором высокой износостойкости как его самого, так и пары шнек - гильза. Износостойкость пары суммарно определяется совокупностью таких факторов как: задиростойкость (теплостойкость), коррозионостойкость, абразивная стойкость обеих поверхностей в паре терния.
Таким образом, срок службы биметаллического шнека значительно выше, если сравнивать его со стандартным азотированным шнеком.
Когда следует задуматься о ремонте шнека?
При износе шнеков зазор между рабочей поверхностью витка шнека и внутренней поверхностью цилиндра увеличивается, особенно интенсивно этот процесс происходит в зонах высокого давления цилиндра. Например, новый шнек диаметром 63 мм имеет зазор 0,13—0,18 мм на диаметр или около 0,08 мм на радиус.
При износе шнека диаметром 63 мм произойдет снижение производительности, а также поднимется температура плавления. В таких случаях, чтобы компенсировать падение производительности, обычно увеличивают скорость вращения шнека. В результате температура плавления становится еще выше. Далее, для снижения температуры плавления уменьшают уровни температуры нагрева цилиндра. При этом экструдер продолжает работать с повышенной скоростью вращения шнека и пониженной температурой в зонах цилиндра. Таким образом, оператор уже не контролирует процесс экструзии. Оператор экструдера вынужден биться над очевидной проблемой, хотя шнек можно попросту отдать на техническую экспертизу, оптимизировать технологический процесс и увеличить прибыль. Из-за изношенного шнека на выходе вы получите гораздо больше некондиционных изделий, чем обычно. И, как следствие, возросшие убытки предприятия.
Технология ремонта шнеков ООО «Научно-техническая фирма НТВ»
Важно отметить, что в рассмотренном примере речь идет о новом неизношенном цилиндре. На практике при оценке общей величины зазора необходимо учитывать не только износ шнека, но и износ цилиндра.
Как произвести замеры износа шнековой пары?
При проведении дефектовки шнековой пары в ООО «Научно-техническая фирма НТВ», замеры шнека проводятся с помощью эталонной планки и микрометра, а материальный цилиндр измеряется с помощью нутромера. На выходе эти данные сопоставляются и строится карта износов, исходя из которой выбираются дальнейшие варианты ремонта.

Дефектовка шнековой пары
При достижении какого износа следует производить ремонт шнековой пары? На самом деле единого значения не существует. Это обусловлено назначением (экструдер, ТПА или гранулятор) и условиями эксплуатации (тип выпускаемой продукции, качество конечного продукта, размер шнековой пары и т.д.) оборудования.
Например, на пленочном экструдере, где используется шнековая пара диаметром 63 мм, экономически целесообразно отправить шнековую пару в ремонт при достижении зазора между шнеком и цилиндром в 1,00-1,20 мм. В случае с гранулятором тех же размеров, параметры зазора были бы выше и составляли бы 1,50-2,00 мм.

Шнек ТПА (диаметр 70мм) до ремонта

Шнек ТПА (диаметр 70мм) после ремонта
Если Вам требуется произвести диагностику состояния или отремонтировать шнеки, воспользуйтесь услугами капитального ремонта шнеков в ООО «Научно-техническая фирма НТВ», осуществляющей полный цикл ремонтных работ за 15-35 дней. Следуя принципам «бережливого производства», наша компания с радостью выполнит ремонтные работы любой сложности.







